What does Intelligent mean in the context of supply?
SCIM stands for Supply Chain Intelligent Machine. But what does “Intelligent” mean in this context?
The word “intelligent” is used commonly to indicate how well a software package was designed to respond to different conditions. The more conditions it is programmed to do, then the more, so is claimed, intelligent is the software package. Although this is a valid position at a rudimentary level, however it is not what we refer to as intelligent systems.
One of the ways that man differentiates itself from machine is that our reactions are unpredictable even with seemingly the same input conditions. For example, a cup of coffee might be a lot more desirable in the morning than it is just before lunch! Or in some cases, one decides to quit drinking coffee and shows no desire.
Our reactions and/or our problem solving abilities are formed as a result of our personal experiences and ability to change our “reaction” based on new information. This allows us to get better as we experience different outcomes under different circumstances. This is the kind of behavior which makes us more intelligent. One could argue that, there is yet another level of intelligence, what is commonly referred to as “out-of-the-box” thinking, where we come up with solutions that we have not necessarily seen or experienced before.
We could have many different definitions of intelligence, however, intelligence is a moving target. As soon as a machine can do it then it is no longer intelligent! In some instances, we relate ability to learn as intelligence.
Learning from Experience
An example of this would be that if a certain airline is always late then you stop using them, or a machine is constantly breaking down, then you change the maintenance routine or fire the maintenance crew!
The last examples illustrate couple of interesting areas. Firstly, the ability to see a trend. Secondly, decision made to minimize the undesired behavior and thirdly the nature of decision made. The latter is extremely important since it opens up a whole new science of causality. In other words, based on our own experience, we may make assumptions as to what the cause is and therefore act in a way to remove the cause to minimize its impact.
The latter implies that we have capability to build certain mental models of the world based on our experiences and use those pre-existing models to relate to the cause of the problem. Hence decision to fire the maintenance crew!
Finding causes or causality is in general an intractable problem to be solved by computers. That explains why we have teams of researchers and people to understand the cause of airplane accidents, diseases and weather changes, just to mention a few.
What has all this to do with supply chain? Supply chain system are living and dynamic systems which are no different from any other system that exhibits different behavior depending on various input conditions. Since many of the inputs are randomly defined, systems may not be able to react accordingly.
Even more importantly, systems may be designed and configured to behave in a way that is perceived to be the real world at certain point in time. However, the real world changes all the time.
For example, customer demand changes, supplier delivery performance may not be the same all the time, machine breakdowns may vary depending on usage, changes in weather can impact absenteeism and availability of operators, certain regions may be experiencing much lower inventory levels than others and so on.
The SCIM Approach
An intelligent supply chain machine, would learn from its experiences and it will use this information in order to have a more realistic understanding of what is going on and therefore making better decisions. The key word here is learning or adapting to its environment.
Let’s use a simple example to illustrate this. Supposing a supplier commits to delivering a Widget within 10 days. After while, we can pick up a trend that shows, on average they are delivering in 8 days.
This is an extremely valuable information that could potentially reduce the inventory holding cost by 20%. It can also improve your own delivery performance, since orders can be scheduled sooner because the Widgets are available sooner. So a simple observation of the trend can reduce cause and improve delivery performance.
How would the system recognize this? Well, let’s divide the supply chain systems in to two categories: with memory and without memory. The old generation belong to the latter with no memory. A SCIM has memory, much like a human, and uses it to remember and detect trends, analyze data and change its own behavior accordingly.
As with any other intelligent being, you do not have to trust the judgement of the system. In our example here, it may be simply a fluke that the supplier is delivering early for 3 months, or it maybe the case that during certain seasons, the supplier as the extra capacity and other seasons it does not.
But this does not make the system any less intelligent than a person who has been on the job for the same amount of times. In both cases, human or system, there is either a lack of enough time to see the real trends, or a missing piece of information.
In both cases, they could alert you of the trend and then you can train them on the desired behavior. The ability to be trained is another aspect of an intelligent machine.
The training could come in the form of rules (of thumb) or expert advice given to an apprentice which gets better over time.
Key Characteristics of SCIM
In summary there are certain characteristics that we look for in order to call the system more intelligent, or as we call it the next generation of supply chain solutions. These are:
- It has memory
- It detects trends and informs
- It has a model of the world in which it is operating (in this case supply chain model) AND it has the ability to change it
- It learns from the trends and from user inputs (rules or advise)
- It knows when to invoke the rule
- It knows when a rule is no longer applicable
- It can predict or learn about potential causes (not always with certainty)
- The desired performance of the system gets better over time
- It organizes the knowledge that it has (not just information) in a way that can be uncovered in more detail step by step. (the distinction between knowledge and information is vast, dictionary content is information, speaking a language is knowledge)
There is a lot more that can be said here about intelligent systems, for example, finding a new method for solving a linear set of linear equations, however this would suffice for the purpose of this paper.
At Eyelit Technologies, we are focused on the next generation of solutions that exhibit above behavior, hence the name SCIM, or Supply Chain Intelligent Machine.
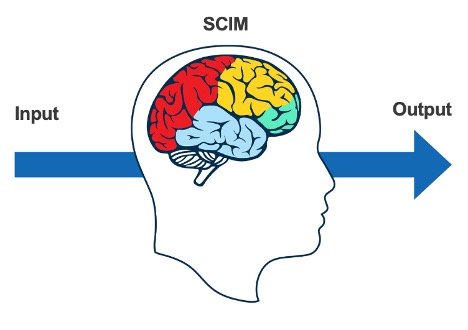
What is SCIM?
Like any other machine, SCIM has a set of inputs and a set of outputs as illustrated below.
The input is simply information, the output is knowledge. Inside the machine, we have illustrated a brain which is composed of the following.
Memory: Holds relevant data for future analysis
Cognitive model: Holds the current relationship between different pieces of information
Analysis: Ability to detect trends and anomalies
Rule based: Contains rules which are learned or given to via training
Exception handling: Understands undesirable behavior and who should be notified and how soon
Reaction center: Defines the validity and confidence levels of different events. For example, if a supplier is late for one day, it may be ignored but if just received a change that indicates 10 days late then it immediately reacts
Causal Model: It maintains a causal model of related causes and possible actions that can be taken to resolve
The Supply Chain Model
The first step is identifying the relevant information to maintain in memory and the second step is to detect the desired or undesired behavior of the system. Here are some of the parameters that SCIM monitors in this respect:
Operations
- Equipment downtimes
- Process downtimes
- Wait times at each key operation
- Cycle times of different SKUs
- Maintenance planned and Actual
- Set up times per equipment
- Number of periods an equipment is more than 95% loaded
Inventory
- Number of days in inventory
- Rate of usage per day
- Number of times below specified level
- Number of shortages above a certain level for each SKU
- Number of days no usage
- Number of times replenished
- Excess and obsolete inventory (Not used above a certain level for X days)
Supplier
- Delivery performance for each item (PSD)
- RSD performance
- Response time per order (ATP)
- Number of PPM defects
- Cycle time for delivery in days promised and actual
- Number of times a component was not available when needed
Customer
- Forecast accuracy for each SKU
- Number of changes made per item and how long before the final delivery
- Number of items purchased
- Service level (PSD, RSD) per item
People
- Operator availability and absenteeism
- Accuracy of forecasts
- Number of forecast changes made in the period
- Planned Vs actual deviation
- On time update of forecasts
Financial
- Cash to cash cycle time
- Inventory turns per SKU
- Estimated and actual cost of each SKU per location made
- Estimated margins per period per SKU
- Percentage increase in revenue per period per SKU
Trend Analysis
Basic algorithm is to collect data on above KPI’s and examine the data for trends (up, down or constant) as well as a measure of Good (green), Caution (yellow) and Bad (red).
For example a low inventory turn maybe a constant, i.e. not changing but too low which means that even though there is no “bad” trend it still needs attention. Another example is excess inventory. There is no shortage and no “increase” in inventory. However it needs attention and strategies to avoid future waste.
Attributes of a Trend
A trend can be increasing, decreasing or constant. We can also associate a level of Sensitivity to a trend. i.e. how fast or how slow it is changing. A sudden increase in inventory within a day is different from the same increase over a month period.
A trend can be recognized by forming a best fit analysis of the data points. The slope of the line defines the sharpness of change.
With every measure (KPI), we can associate 3 bands: Green, Yellow and Red. Depending on the KPI, these bands are defined and the width of band defines the sensitivity (or nervousness) of the system. A very narrow band, tends to trigger a message or Action every time a line is crossed.
Inventory level for memory component MX123.
The changes in inventory level over time is shown.
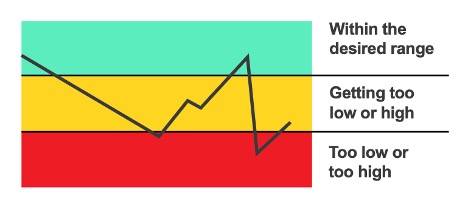
The thickness of dividing line decides on the nervousness of the system. Also depending on the usage rate the periods can be defined in hours, days, weeks or months etc. Finally, the slope greater than certain pre-defined value or smaller than a certain pre-defined value indicates too fast or too slow a change.
Another measure to monitor is the number of periods the line stays within the same band. For example if the lead-time for a SKU stays in yellow band 5 out of 7 consecutive periods, then there is a potential change in trend.
Periods have also some attributes associated with them. Some of these are temperature, high season (indicating higher sales), windy weather, etc. Depending on the period the dividing lines and slope angles indicated above are changed to different thresholds. For example, in summer one would expect faster consumption of cold drinks and higher inventory turns.
As it can be seen the combination of line slopes and threshold values over time forms the “signature” of each KPI and its expected behavior. Such expected behavior may change over time as well.
In other words, with experience, one learns that the slope is generally slower in summer than it used to be in the past because of cooler summer temperatures or alternative products that are available in the market place!
Another example is if because of phasing out or lack of advertising the product is not expected to sell as much then the threshold levels and angles are also expected to change.
What Happens When a Trend is Detected?
A number of things could happen: A message could be sent to pre-defined people indicating what happened and why a flag was raised. One user, depending on his level of authority, can the respond to the system:
- Accept the conclusion
- Reject it
- Wait for more data (inform me again in X periods)
If rejected (system would remember this and re-sets itself to continue the analysis as programmed. If Wait signal is given, the system will continue the analysis and get back to the users later on as indicated.
If accepted, the system remembers that and prompts the user for the potential cause. The response is then recorded for future reference. The user may then authorize a change in the model. For example, change the lead-time for this supplier for SKU X to so many days from what it was before. The recommened action is recorded and the person responsible is also noted. In case, issues arise in future, the system can indicate why and when such action was taken and why.
As it can be seen, with usage, the system would get smarter just like an apprentice. The more the system is used the more knowledge it has and the more it penetrates the organization, becoming very “sticky” and users becoming very dependent on it.